
GB/T11345-2013焊缝无损检测超声检测标准解读
2013年9月18日正式发布的钢焊缝超声检测国家标准GB/T 11345-2013《焊缝无损检测 超声检测技术、检测等级和评定》,2014年6月1日实施。而旧的国家标准为GB/T 11345-1989《钢焊缝手工超声波探伤方法和探伤结果分级》是1989年5月8日发布,1990年1月1日实施。新老标准交替的周期为24年。
旧标准GB/T 11345-1989是包括检测技术和评定等级方法两部分,而这次更新的标准与国际接轨:把检测技术和评定等级方法分开,各自形成一个独立的新标准。实际上GB/T 11345-2013里面是不包含评定等级的详细内容,而是需要引用GB/T 29712-2013 《焊缝无损检测 超声检测 验收等级》。如果有规定要求检测方对缺欠的显示特征进行评定,则需要引用GB/T 29711-2013《焊缝无损检测 超声检测 焊缝中的显示特征》
为什么国际标准要把检测技术和评定等级方法分开?标准模块化,有利于检测技术和评定方法两部分的独立更新。检测技术标准和评定方法标准分开后,有需要的话,可以单独更新其中任何一个标准。
下面是关于GB/T 11345新老标准的部分差异。
总体而言,GB/T 11345-1989的许多模糊地带都在GB/T 11345-2013被明确了,例如,旧标准要求检测面的粗糙度不应超过6.3μm,但是我们不可能去实测粗糙度。而新标准要求,探头和工件的接触间隙不应超过0.5mm,这样一线检测人员就知道如何判断检测面是否符合不平整度的要求了。
在检测技术方面,新标准的详细规定,减少了超声检测人员的随意性,提高了检测结果的一致性。同时标准的用语也变得严谨了,举个例子,GB/T 11345-1989 会把焊缝里的不连续性称为“缺陷”,而新标准GB/T 11345-2013则采用一个中性词:缺欠。
一、GB/T 11345-2013会规定工件检测时温度在0~60℃。
纯铁中声速与温度的关系:

GB/T 11345-2013是基于横波声速为(3255±30)m/s的钢材而设立的,因此需要控制工件温度。
同时标准还明确提出:每次检测前应设定时基线和灵敏度,并考虑温度的影响。时基线和灵敏度设定时的温度与焊缝检测时的温度之差不应超过15℃,其目的也是为了避免声速变化太大,影响定位精度。
超声波在钢传播的声速和探头折射角一般都在特定温度下测定的。实际工作中,工件温度会随环境发生不同程度的变化,当温度降低时,超声波在钢中的声速会上升,一方面会造成缺陷定位产生误差,另一方面会造成探头折射角下降。
因此当环境温度发生较大变化后,我们必须对超声检测仪器和探头的参数重新校正,保证超声检测结果的可靠性。关于工件温度的规定在GB/T 11345-1989是完全没有提及的,而GB/T 11345-2013控制了一个影响焊缝超声检测的客观因素。
实际上,我们常用的工业耦合剂为浆糊,工件温度太低容易结冰;温度太高容易蒸发。
二、取消探头K值的说法
探头K值=tanθ,θ 为探头折射角,这只是中国人的提法。外国人是不用K值来描述探头的折射角 。此举完全就是为了和国际接轨,规范超声检测术语的使用。
GB/T 11345-2013规定当用横波且超声波需要从底面反射时,探头折射角在35°~70°之间,换算成K值为0.7~2.7,如果检测等级要求只需1个角度的斜探头检测,而且探头移动区宽度为1.25P时,这时候意味着K值在0.7~2.7以外的探头都不能使用了,例如K3探头。
还有注意的是,某些检测等级要求使用2个角度的斜探头进行检测,GB/T 11345-2013规定:2个角度探头间的折射角应不小于10°,且应保证其中一个探头的折射角在35°~70°之间。这就意味着,选用多个探头时K值的差异要足够大。
常见K值与折射角的换算:
三、验收等级与评定方法的区别
这个区别是根本性的,GB/T 11345-2013的验收等级的评定方法和GB/T 11345-1989完全不一样。
GB/T 11345-2013的评级方法引用GB/T 29712-2013 《焊缝无损检测 超声检测 验收等级》。
验收等级的评定包含两个主要内容:第一是检测灵敏度,第二是缺欠测长。
举个例子,基于横孔技术(基于直径为3mm的横孔)的检测灵敏度设定,GB/T 11345-2013规定了四个等级:
1)参考等级:所谓的参考等级,就是以直径为3mm横孔作为基准反射体,制作的距离-波幅曲线(DAC),记为Ho。
2)评定等级:所谓的评定等级,此线的主要作用是为了测量缺欠的显示长度,采用固定回波幅度等级法:找到超过评定等级的缺欠最高波后,移动探头使回波降至评定等级线,此时探头移动距离为该缺欠的显示长度。
旧标准GB/T 11345-1989采用的是:相对灵敏度测长法和端点峰值测长法。
新旧标准的测长法对比,新标准的测长法操作性更强,大幅减低操作人员的随意性,测长结果会更一致。
3)记录等级:记录等级是对应的验收等级-4dB,记录等级的主要作用是,如果单位焊缝长度内存在单个或多个间断的缺欠,记录缺欠的累计长度。
GB/T 11345-1989有一个漏洞,就是不计多个缺欠的累计长度,如果一条焊缝上有多个缺欠的显示,但是只要每个缺欠不超标,也能通过验收。
GB/T 11345-2013已经堵住了这个漏洞,这意味着:在特定的单位焊缝长度内,如果缺欠数量过多,即使单独每个都可以验收,也有可能因为缺欠的累计长度超标,而不符合验收等级。
4)验收等级:目前GB/T 11345-2013有两个验收等级,分别是2级和3级,验收等级的灵敏度设定比较复杂,它是根据焊缝母材厚度、缺欠显示长度与板厚之间的倍数关系而变化的。
以新标准GB/T 11345-2013的基于横孔技术的评定等级方法为例:
a)首先确定验收等级是2级,还是3级。此时可确定评定等级,2级对应为Ho-14dB,3级对应为Ho-10dB,可见2级比3级严格。回波波幅超过评定等级的缺欠需要测量其显示长度。
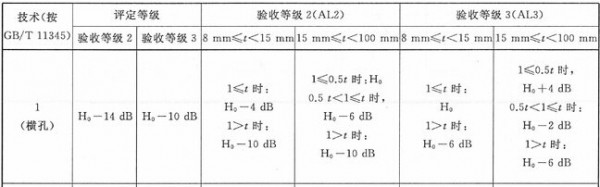
横孔技术的验收等级2级和验收等级3
b)然后确定母材板厚t,t以15mm为分界线,当8mm≤t<15mm为一种情况,当15mm≤t<100mm为另一种情况。
c)接着根据缺欠回波波幅H(dB)以及缺欠显示长度l 与板厚t之间的倍数n(n等于缺欠显示长度除以板厚),确定验收等级、记录等级。
以验收等级2级为例,看看记录等级、验收等级是如何设定的。设焊缝母材厚度为t,缺欠的显示长度为l,缺欠显示长度与板厚之间的倍数n=l/t。
1)当8mm≤t<15mm时:
情况一:当n≤1时,验收等级为Ho-4dB,此时记录等级为Ho-8dB。
情况二:当n>1时,验收等级为Ho-10dB,此时记录等级为Ho-14dB。
此时,任意6t的焊缝长度内,所有超过记录等级的可单独验收显示的最大累计长度≤ 1.2t。
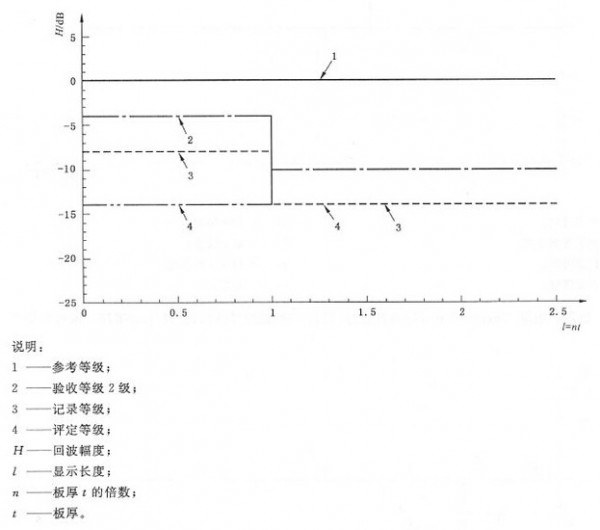
适用于板厚8mm~15mm的横孔技术的等级
2)当8mm≤t<15mm:
情况一:当n≤0.5时,验收等级为Ho dB,此时记录等级为Ho-4dB。
情况二:当0.5<n≤1时,验收等级为Ho-6dB,此时记录等级为Ho-10dB。
情况三:当n>1时,验收等级为Ho-10dB,此时记录等级为Ho-14dB。
此时,任意单位焊缝长度为100mm,所有超过记录等级的可单独验收显示的最大累计长度≤ 20mm。
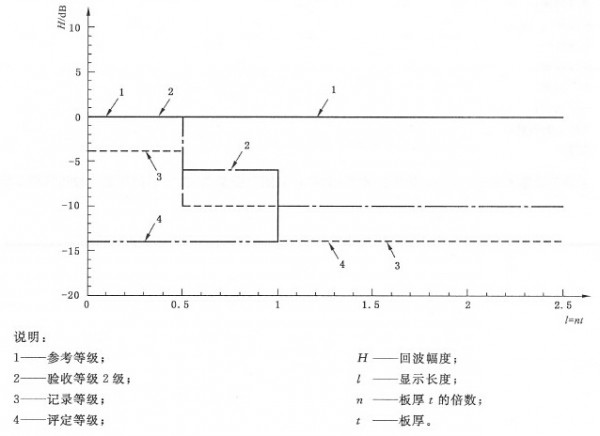
适用于板厚15mm~100mm的横孔技术的等级
细心的朋友,还会发现,对于验收等级2级,当缺欠长度l大于板厚t时,评定等级和记录等级会重叠,这意味着通常情况下,凡是显示长度超过板厚的缺欠都会记入累计长度中去。
相比之下,旧标准GB/T 11345-1989的灵敏度等级设定是:判废线Ho-4dB,定量线Ho-10dB,评定线Ho-16dB。评定线以上至定量线以下为I 区(弱信号评定区),定量线至判废线以下为II区(长度评定区),判废线及以上区域为III区(判废区)。一般情况下,我们对位于II区的反射源测长,然后根据长度进行评价,超过标准允许最大长度则判定为不合格,而对位于III区的反射源直接判不合格,无论其长度如何。
总体来说,新标准GB/T 11345-2013 会综合考虑检测母材的板厚、缺欠回波波幅、显示长度、累计长度等因素进行等级评定,与旧标准GB/T 11345-1989 对比,验收等级的评定更为复杂、合理,对检测人员的标准熟悉度要求更高了。
四、检测等级区别
GB/T 11345-2013 规定来四个检测等级(A、B、C和D),检测等级从A级到C级,通过增加扫查探头的种类、数量、扫查次数和探头移动区域来提高缺欠的检出率,检测等级D适用于特殊情况,在符合通用要求的情况下,制定书面工艺规程。
和GB/T 11345-1989对比,相同检测等级下,探头种类、数量、扫查次数均增多,探头移动区域增大。
以上是简单描述,具体技术细节请看参考资料。
参考资料:
【1】GB/T11345-2013《焊缝无损检测 超声检测 技术、检测等级和评定》
【2】GB/T 11345-1989《钢焊缝手工超声波探伤方法和探伤结果分级》
【3】GB/T 29712-2013 《焊缝无损检测 超声检测 验收等级》
南通安丰仪器有限公司生产的全数字智能超声波探伤仪采用国际先进的数字集成和人工智能技术,全进口器件组装,显示器件采用国际新型 TFT液晶显示屏,各项性能指标均达到或超过国际先进水平。买超声波探伤仪就找南通安丰仪器有限公司,品质有保障!网址:http://www.ntafyq.com。
相关资讯




同类文章排行
- 安丰仪器专业定制各种型号的爬波探头
- 安丰进口:Sonic1200M轻型数字超声波探伤仪
- 美国进口泛美Panametrics-NDT EPOCH XT超声波探伤仪
- 安丰仪器:接触式超声波探头
- 安丰仪器生产的超声波探头汇总
- 安丰AF-2200全数字智能超声波探伤仪
- 安丰AFS-3钢丝绳无损探伤仪
- 机头无线旋转式超声波自动化探伤系统
- 钢管涡流自动化在线探伤系统–安丰自主研发
- 奥林巴斯EPOCH1000系列数字式超声波探伤仪
最新资讯文章
- 无损检测在民用航空维修中的应用
- 超声波技术,开启3D打印纤维增强复合材料的新时代
- 检验检测将首次纳入国家战略性新兴产业重点产品和服务指导目录
- “健康果”甲醛浓度检测仪一秒就能测出甲醛浓度
- 工信部新批425项标准 110项与仪器分析相关
- 全国无损检测学会制定《中国无损检测2025发展路线图》
- 无损检测标准宣贯会将于10月30日在上海举行
- 荷兰MPR推出移动式超声波螺旋桨缺陷检测系统
- 超声波检测中缺陷大小的定量方法
- 压力容器薄板焊缝超声波探伤探头的选择
联系我们
南通安丰仪器有限公司
手机:13806297809
电话:0513-81555150
传真:0513-81555150
网址:www.ntafyq.com
邮箱:sujhua@163.com
地址:南通市越江路23号